High-Velocity Oxygen Fuel (HVOF) coating is a thermal spray coating process used to improve or restore a component’s surface properties or dimensions, thus extending equipment life by significantly increasing erosion and wear resistance, and corrosion protection.
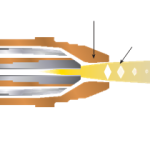
HVOF process
Coating thickness is usually in the range 0.1-2 mm. Characteristic features of HVOF sprayed coatings include their low level of porosity at about 1-2vol% and low oxide content in the range 1-2wt%. The bond strength often exceeds 80MPa.
HVOF is same in theory to combustion flame spraying, but it uses a different torch design that enables the flame to expand when the spray nozzle is activated. This causes a surge in acceleration, which in turn accelerates the mixture particles. When the mixture is released from the nozzle, the velocity of the mixture leads to a very thin and evenly applied coat. The final coating is well adhered, strong, and dense. Its hardness, corrosion resistance, and overall wear resistance is superior to plasma spraying. Because of the low temperature of the torch flame, which both melts the powder and propels the coating’s deposition, the mixture is not suited to withstanding high temperatures.

HVOF Thermal Spray Coating benefits are:
- Reduced oxide content
- Reduced solutioning of carbides
- Neutral or compressive stress
- Smoother sprayed surface
- True coating uniformity
- Tensile band strength >10,000 psi

Boiler tube Coating

HVOF coating on Paper Mill roll

HVOF coating on Capstan Wheel

HVOF coating on Boiler tube coating